
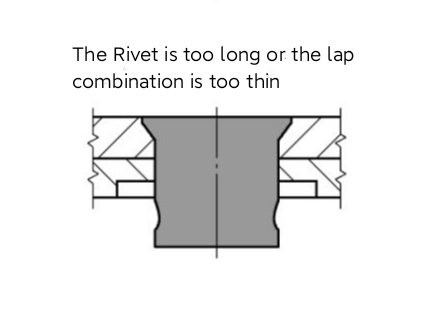
در فرآیند پرچ کاری واقعی، مشخص میشود که طول محاسبه شده طبق فرمول ثانویه به دو دلیل خیلی زیاد است:
۱. توسط تجهیزات پرچینگ CIMC تعیین میشود. ابزار پرچینگ دستی از نیروی هیدرولیک استفاده میکند و فرآیند پرچینگ فشاری نسبتاً کند است (طبق فرآیند پرچینگ خارجی)، علاوه بر این، صفحه کامپوزیت نسبتاً نرم است، بنابراین ایجاد کجی در آن آسان است.
۲. طبق مفاد دفترچه راهنمای طراحی مکانیکی، به عنوان مثال، اگر قطر پرچ ۶.۳ باشد، قطر سوراخکاری باید ۶.۷ باشد. با این حال، تجهیزات پرچکاری شرکت نمیتواند چنین پرچکاری را انجام دهد و باید از سوراخ ۶.۳ استفاده شود.
زمان ارسال: ۱۸ آگوست ۲۰۲۱