
فرآیند پرچ کردن نیاز به دقت بالایی دارد، به ویژه کنترل تغییر شکل در طولفرآیند پرچ کردنکلید فرآیند پرچ کردن است.

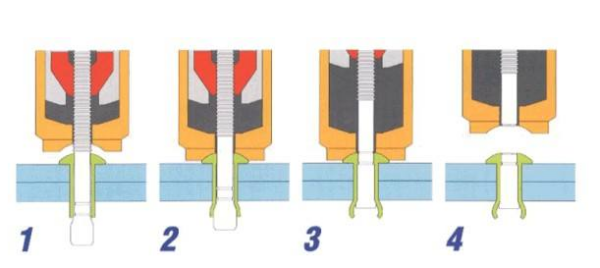
فرآیند پرچ کاری شبیه فرآیند آهنگری آزاد است، در واقع فرآیند تشکیل سر پرچ تحت تأثیر نیروهای خارجی است که فرآیند استفاده از فشار پرچ برای کاهش ارتفاع محور پین و افزایش قطر است. برای تشکیل سر پرچ
در اثر نیروهای خارجی، پرچ دچار تغییر شکل پلاستیکی شده و باعث انبساط و ضخیم شدن میله پرچ می شود.این انبساط به سوراخ فشار وارد می کند و باعث انبساط آن می شود.فرآیند تشکیل سر پرچ تاثیر قابل توجهی بر تغییر شکل پرچ و عملکرد خستگی سازه پرچ دارد.پس از اتمام پرچ کاری.
روند جریان فلز در فرآیند پرچ کردن سر پرچ مورد تجزیه و تحلیل قرار گرفت: اگر قالب های پرچ بالایی و پایینی بدنه های سفت و سختی بودند، قالب بالایی نیروی پرچ F را به سر پرچ در طول فرآیند پرچ اعمال می کرد و نیروی اصطکاک f بین قسمت بالایی وجود داشت. و قالب های پایینی و سطح تماس خالی سر پرچ، در اثر فشار رام پرچ و نیروی اصطکاک، ارتفاع پرچ کوتاه شده و ضخیم شدن عرضی افزایش می یابد و حجم قسمت میانی پرچ سریعتر از این افزایش می یابد. انتهای قسمت خالی در فرآیند تشکیل سر پرچ، این اثر اصطکاک است که شکل درام کمر را تشکیل می دهد.
 بنابراین، اگر از مقطع عرضی بیلت برای نشان دادن جهت جریان ذرات فلز استفاده شود، جریان تابشی ذرات فلزی از مرکز مقطع به مناطق اطراف است.قانون حداقل مقاومت را می توان برای تحلیل الگوی جریان ذرات در شکل دهی پلاستیک فلزی اعمال کرد.در شکل دهی پلاستیک، زمانی که چندین جهت ممکن برای حرکت ذرات فلز وجود داشته باشد، به سمت جهت حداقل مقاومت حرکت می کنند.
بنابراین، اگر از مقطع عرضی بیلت برای نشان دادن جهت جریان ذرات فلز استفاده شود، جریان تابشی ذرات فلزی از مرکز مقطع به مناطق اطراف است.قانون حداقل مقاومت را می توان برای تحلیل الگوی جریان ذرات در شکل دهی پلاستیک فلزی اعمال کرد.در شکل دهی پلاستیک، زمانی که چندین جهت ممکن برای حرکت ذرات فلز وجود داشته باشد، به سمت جهت حداقل مقاومت حرکت می کنند.
اگر نیروی اصطکاک قالب بالایی که بر روی وجه انتهایی قطعه عمل می کند f باشد، زیرا مقاومت اصطکاک ذرات روی سطح تماسی که به سطح آزاد می ریزد متناسب با فاصله بین ذرات و سطح آزاد است، کوتاه تر است. فاصله از مرز آزاد، مقاومت کوچکتر است و ذرات فلز باید در این جهت جریان داشته باشند.
زمان ارسال: ژوئیه-12-2023