
۵. روش پرچ کردن دستی
ابزارهای ساده، کارکرد آسان و راندمان پایین
گاهی اوقات برای اجزای کوچک، مهرههای براکت و ... استفاده میشود.سر تخت دو طرفهپرچ کاری

۶. روش پرچ کاری ضربه ای
مناسب برای سازههای پرچکاری مختلف، حتی سازههای غیر باز و پیچیده، لوازم جانبی میتوانند در حین پرچکاری در موقعیتها و حالتهای مختلفی باشند؛ در مقایسه با پرچکاری، از پایداری کیفیت پایین، راندمان پایین و سر و صدای زیاد برخوردار است.
برای پرچ کاری معمولی، پرچ کاری شیار حلقه ای پرچ لق، و پرچ کاری برش بالای پرچ لق مورد استفاده قرار می گیرد
۷. روش پرچ کردن مثبت
در مقایسه با روش پرچ کاری معکوس، پرچ کاری دارای تغییر شکل کوچک، کیفیت سطح پوست خوب، شدت کار بالا، راندمان پایین است و محدوده کاربرد آن توسط ساختار محدود میشود.
برای پرچ کاری تخت و پرچ کاری معمولی با تداخل مناسب با الزامات کیفیت سطح بالا برای پوست استفاده میشود.

۸. روش پرچ کاری معکوس
طیف کاربرد وسیع، دسته سبک (نسبت به کیفیت دسته پرچ معمولی)، قابلیت چسباندن محکم قطعات، با تغییر شکل زیاد پرچ. در موارد شدید، ممکن است ...فرورفتگی موضعی در اطراف سر پرچ.
عمدتاً برای آببندی پرچکاری قطعات سازهای غیر باز و پوشش داده شده با درزگیر مناسب است
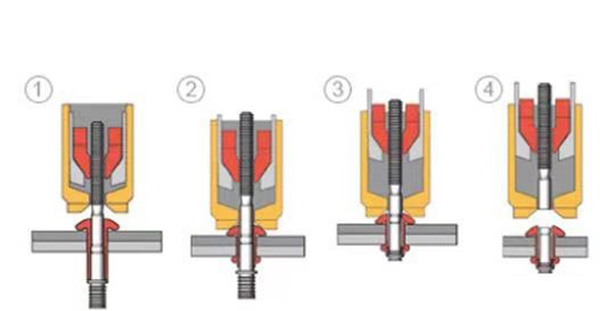
۹. روش پرچ کردن
عملیات ساده و کارآمد استاما کیفیت پرچکاری به اندازه کافی پایدار نیست
مورد استفاده برای پرچ کاری یک طرفه مانند پرچ کاری شیار حلقه ای پرچ کاری کششی، پرچ کاری هسته با کشش رزوه با پرچ کاری برش بالا، پرچ کاری حفره ای رزوه دار، پرچ کاری هسته با کشش سیمی، پرچ کاری هسته با کشش برآمده و غیره
۱۰. روش پرچ کاری داغ
فرمدهی به سر پرچ آسان است و کمتر مستعد ترک خوردن است، کیفیت بهتری نسبت به پرچ کاری سرد دارد و ابزار و تجهیزات پیچیدهتری دارد. برای پرچ کاری آلیاژ تیتانیوم استفاده میشود.
زمان ارسال: ۱۱ دسامبر ۲۰۲۳